- Power supply 24V power supply unit 11A
- 1x central control Raspberry Pi 4B
- 5x PLC Siemens S7-1200
- 3x TXT 4.0 controller (1x for sensors and camera as well as cloud access in WE/WA module, 1x for quality assurance with AI, 1x for AGV)
- 1x WLAN router for WLAN network
- Software: PLC programs (structured text)
- JavaScript for central control on the Raspberry Pi
- Node-RED for communication between PLC and TXT 4.0 controller
- Python for programs on TXT 4.0 controller
- Tensorflow for supervised learning in quality assurance with AI
Overview of the Factory Modules
Incoming and outgoing goods
This is where the material flow of a workpiece begins and ends. The raw material is delivered at the goods receipt, positioned on the color sensor for quality control using the 6-axis robot with vacuum gripper, and then encoded on the NFC reader. The robot then places the workpiece on the AGV (aka, Automated Guided Vehicle) for further transport. The module also contains the central control unit (Raspberry Pi) and the environmental sensor, which measures the different environmental conditions in the factory. The integrated, movable camera can be swiveled in two axes and provides an insight into the entire factory via the fischertechnik Cloud dashboard. At the end of a cycle, a finished workpiece is delivered at the goods dispatch by the AGV.
High-bay warehouse
The next stop for a workpiece after goods receipt is usually the high-bay warehouse. It contains nine slots for workpieces, a stacker crane, and a vacuum gripper that picks up the workpiece from the AGV at the docking station and hands it over to the stacker crane for storage. The workpiece is placed in a workpiece carrier for storage. Retrieval is done according to the FIFO principle.
Drilling station
The drilling station consists of a docking station for the AGV, a vacuum gripper that places the workpiece onto a conveyor belt, from where it is transported under the drilling head. After the simulated drilling process, the workpiece is transported back to the gripper on the conveyor belt. The gripper then places it back onto the AGV.
Milling station
The milling station consists of a docking station for the AGV and a vacuum gripper that places the workpiece onto a conveyor belt, from where it is transported under the milling machine. There, the milling of two pockets is simulated. After the process, the workpiece is placed back onto the conveyor belt and transported back to the gripper. The gripper then places it back onto the automated guided vehicle.
Quality Assurance with AI
In the Quality Assurance module, a vacuum gripper places the workpiece on a conveyor belt. It is transported underneath the camera and scanned there. The workpieces, which come in three different colors (white, red, blue), with three machining features (drilling, milling, drilling & milling), as well as various fault patterns, are classified using the trained AI. Depending on the color, feature and fault pattern, the workpieces are then either placed back onto the AGV as “okay“, or sent to the reject container as “not okay“.
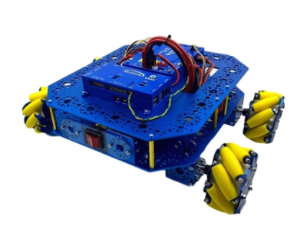
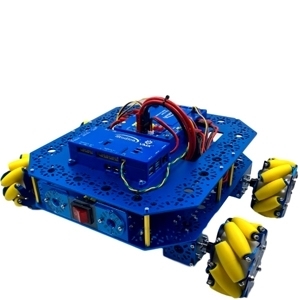
Automated guided vehicles (AGV)
The AGV transports the workpieces from one module to another. It is a track-bound vehicle that follows the printed black tracks. It uses ultrasonic sensors to detect obstacles. The vehicle has omniwheels, which allow it to move in all directions. Two buttons and a phototransistor help the vehicle dock to individual factory modules. The AGV receives its driving commands from the central control unit (Industrial standard VDE 5050). It uses a fischertechnik rechargeable battery pack 8.4V 1800mAh as its power supply.
Charging station
When the battery of the AGV runs low, it navigates towards the charging dock, where it is automatically charged with a charger with -ΔU charge monitoring. Contacts on the bottom of the charging station connect the AGV with the charging electronics.